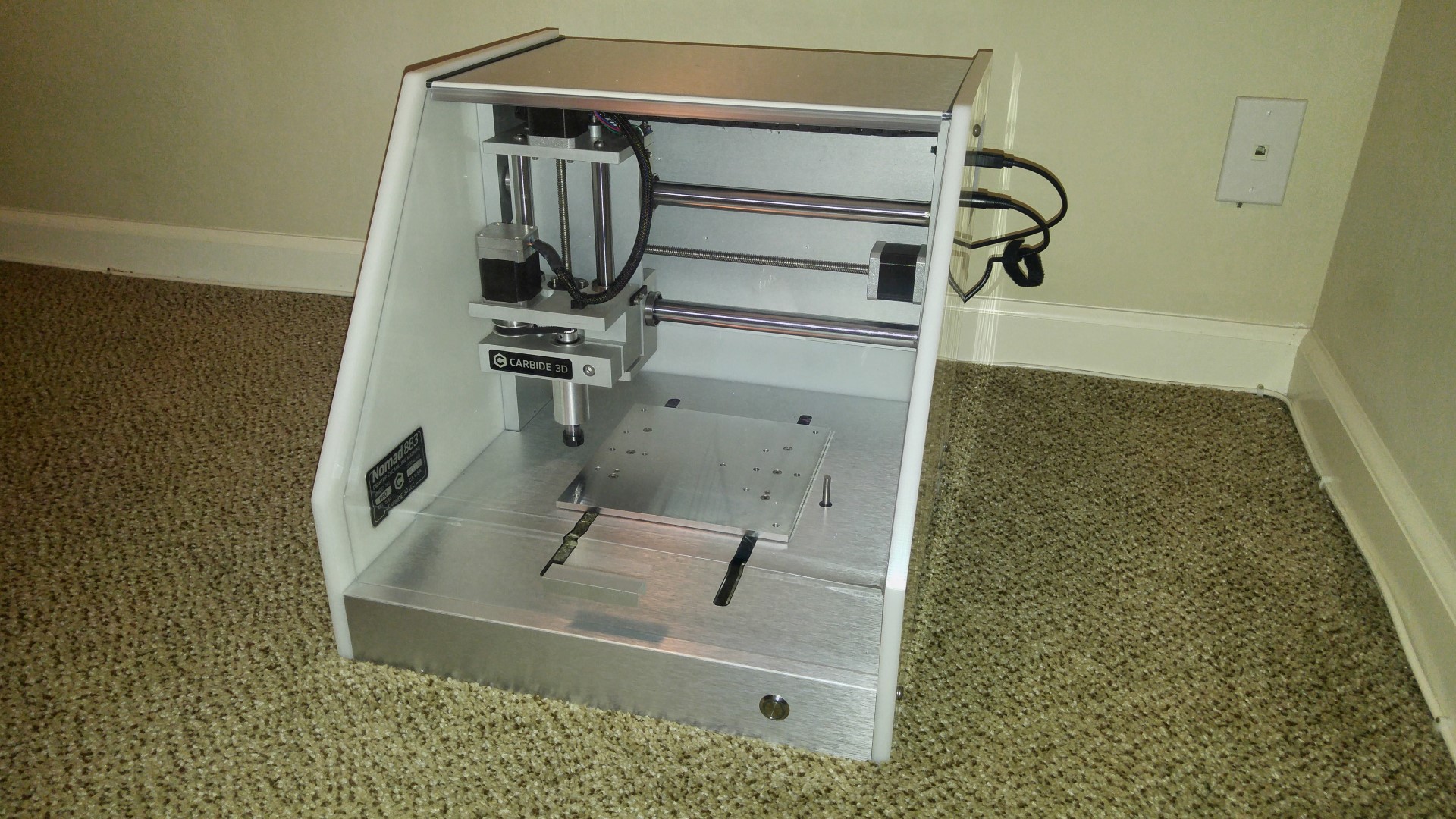
After getting comfortable with 3D printing, I decided I want to dabble with in-home CNC machines. I decided that I need something powerful enough to cut aluminum, but also precise enough to handle PCBs, and is enclosed so I can keep it in a home environment. I absolutely did not want a machine that’s designed to fit an ordinary router or Dremel. The Nomad 883 by Carbide 3D fit these requirements (link to specs).
I also really wanted to see the machine before I buy. I saw Othermill at RoboGames 2015, and while it seemed nice, it was geared more towards PCB milling. Another choice would’ve been Carvey but it is a Kickstarter that hasn’t started shipping yet. I saw Nomad 883 at the SF Maker Faire 2015, and it really impressed me, perhaps because it was built with all metal structure. The guy at the Nomad booth also hinted that I can cut steel on the next revision of the Nomad 883 (sorry I forgot his name). I picked Nomad 883 because it was more powerful and bigger than Othermill, while smaller than Carvey, and I would get it in around late August.
Long story, but I ended up getting the Nomad 883 Pro version around early November. Keep reading to see more pictures and my first impressions.
First Impressions





It’s HEAVY, I usually ship online purchased stuff to my work office but this one I really had to ship to home, and the UPS driver had to use a dolly. Instructions recommend two people to even lift it. The heavier it is, the better, as it won’t vibrate as much.
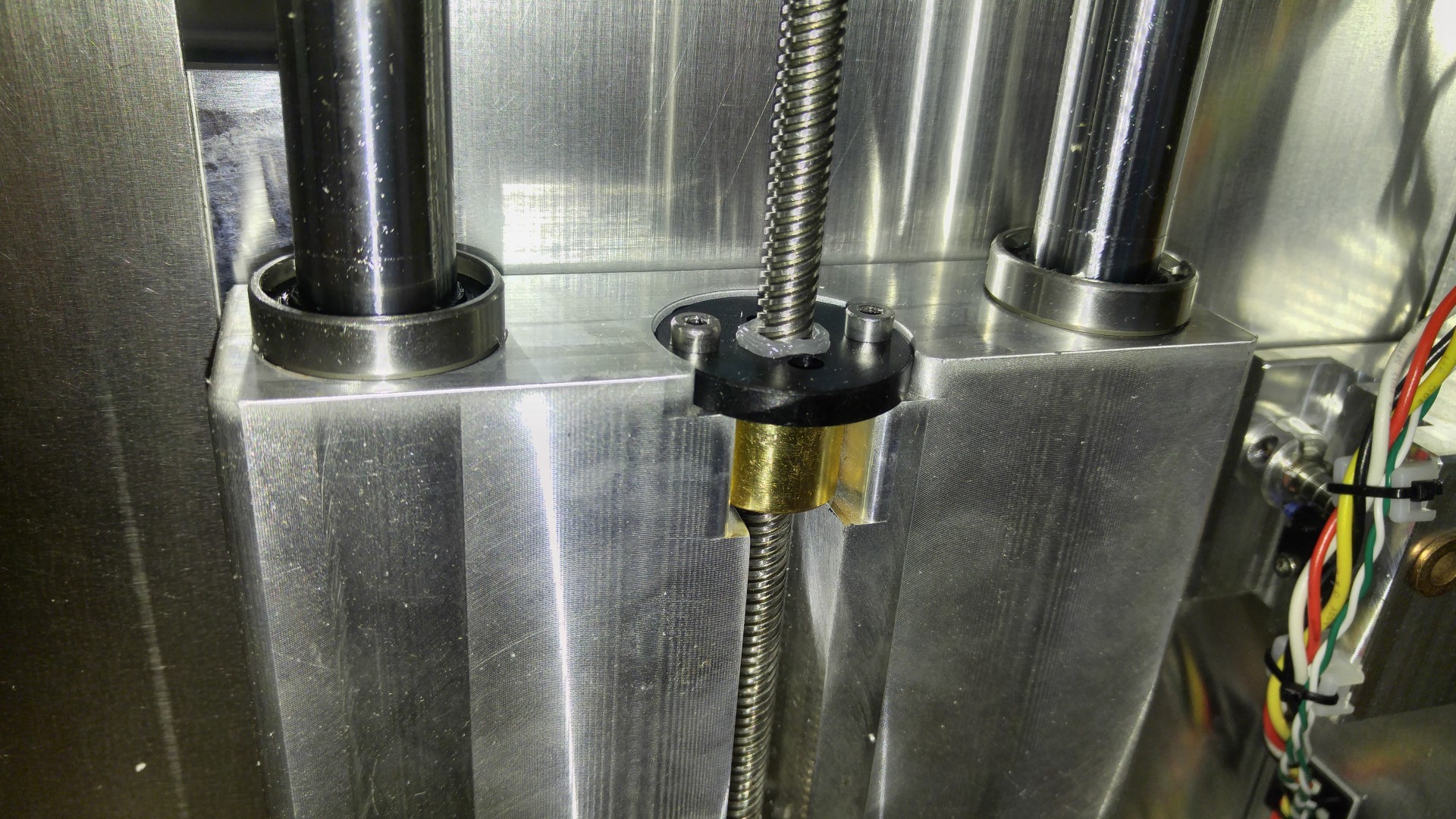
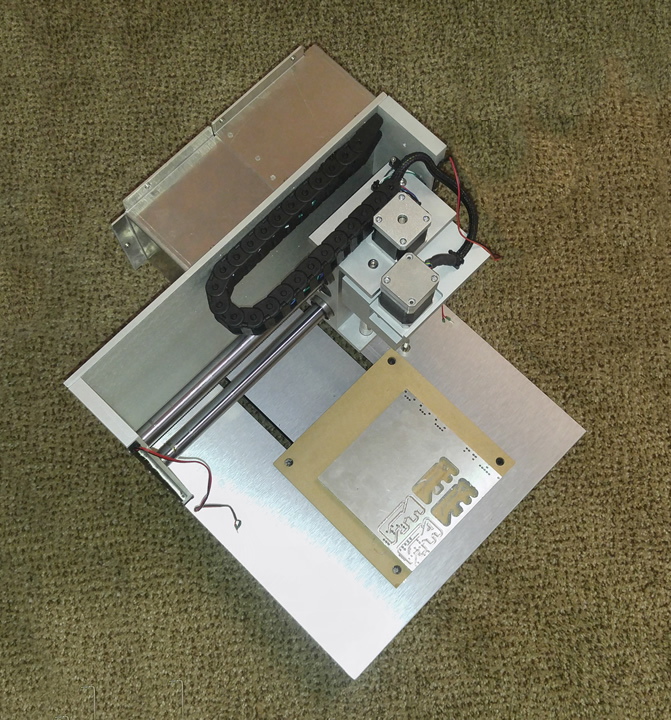
The motion components are beefy, everything is just thick chunks of metal. The pro version uses anti-backlash lead-screws, while the older non-pro versions used belts. This should give it better performance cutting metals.
But as strong as it seems, the top panel is a thin sheet and it flexes, so I wouldn’t put any weight on it.
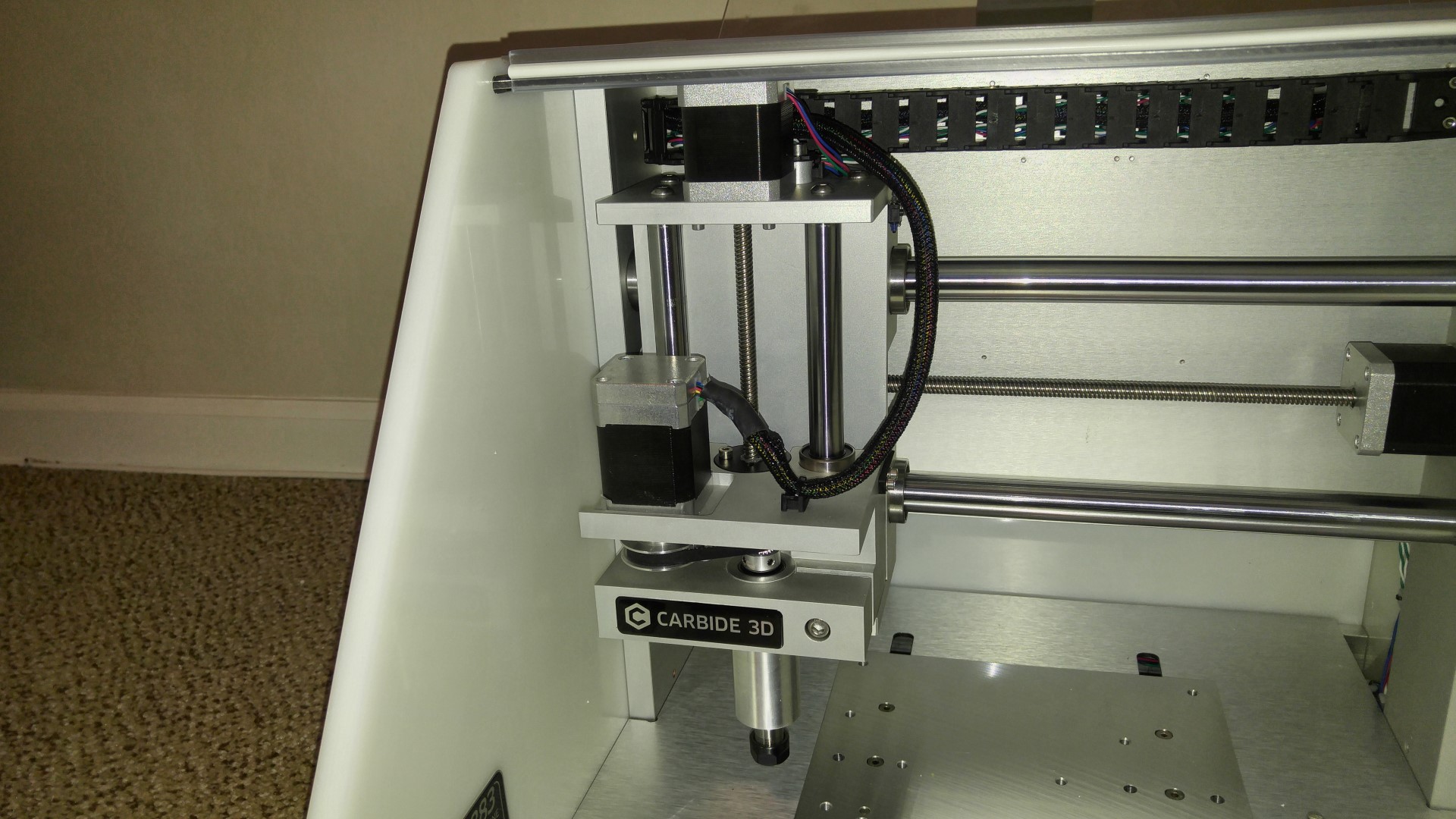
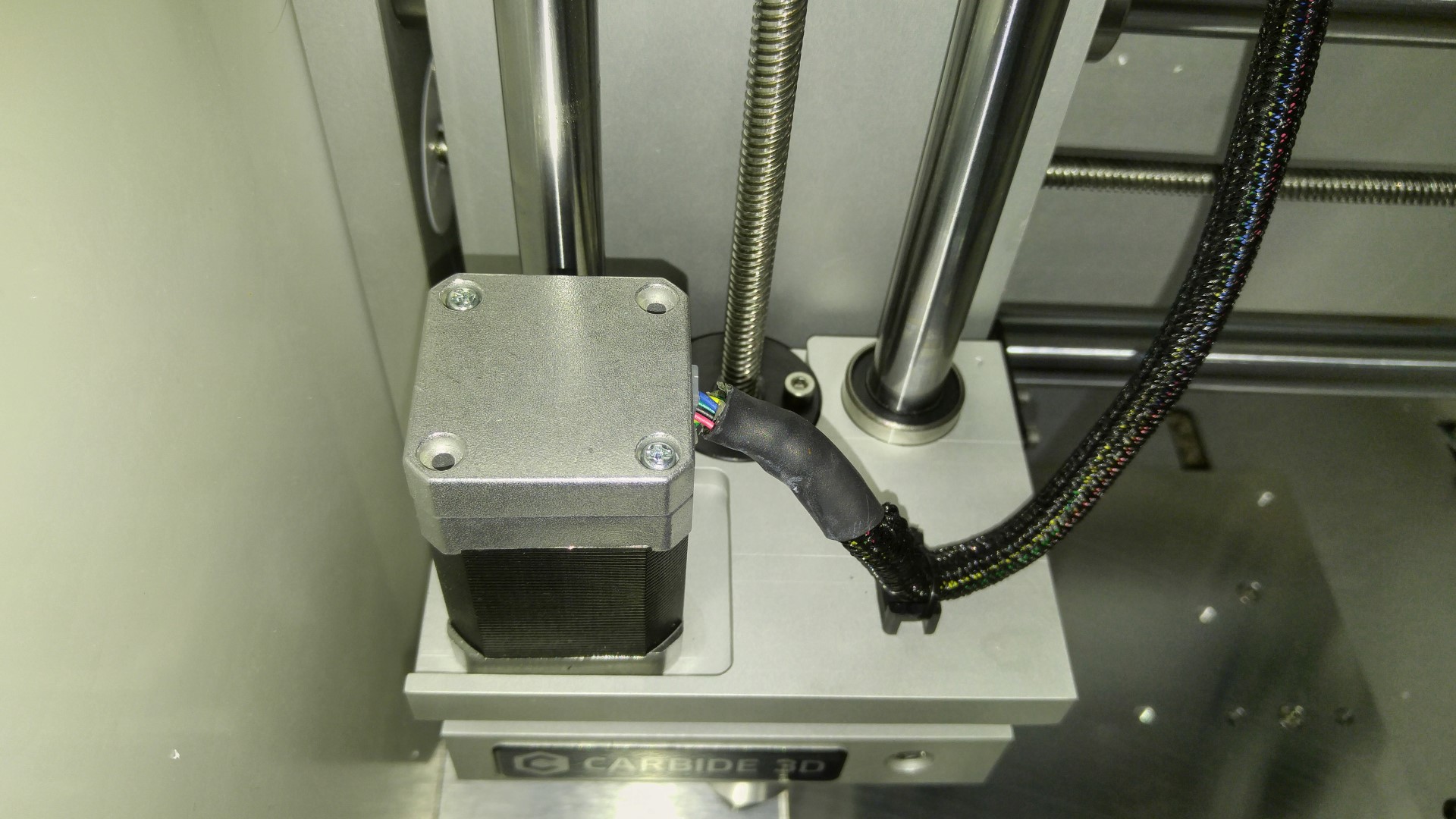
I like how the spindle motor is decoupled from the cutter shaft. It should make replacing parts easier. The entire machine itself doesn’t seem like it would be hard to service. Honestly, it should be less complicated than a 3D printer.
The paneling comes off very easily without actually disassembling the frame. You can run the machine without the panels if you want. Maintenance and customization should be very easy because of this.
The software Carbide Motion is… well it’s good enough, it can jog and home the cutter, and send GCODE jobs. It lacks nitty gritty options like selecting the serial port but the auto-connect works fine. There’s no console or log but I guess I don’t need it. Keep in mind Carbide Motion is Windows and Mac only, no Linux version, and the Nomad does not run off a SD card. I got lazy and got a WinBook 7″ tablet (running Windows 8.1) as a dedicated computer just for the Nomad, I considered a Raspberry Pi but in the end, it’s not worth the effort.
As of now, Carbide Motion is missing a ton of features. For example, Carbide 3D sells a edge finder tool, but that requires the spindle to be spinning while you jog the X and Y axis. Carbide Motion does not allow you to control the spindle while jogging, so they are selling an accessory that can’t be used with Carbide Motion.(edit: currently there’s a workaround, detailed here, thanks @mbellon)
The machine comes with a license for MeshCAM V6 that is tied to the Nomad 883 post-processor, meaning it can only generate GCODE that is compatible with Nomad 883, and it also has preset settings for “official” Nomad supported end mills and materials. The license key seems to work for MeshCAM V5 with a bunch of other CNC machines, but it lacks the presets made specifically for the Nomad.
(by comparison, Carvey offers their own “Easel” which is a in-browser 2.5D CAD and CAM tool, Othermill offers one year of Fusion 360 license plus a piece of PCB routing software called Otherplan)
First Cuts
The machine comes with the materials you need to do a few tutorials.
I did the first 2D wrench tutorial, and it was very straight forward. The tool height probe did fail once but that’s a small issue. It does make a big mess of debris. The cut I made didn’t even touch the spoilboard but cut through the work piece completely, which means the Z axis zeroing was spot-on and the spoilboard is pretty flat.
The second official tutorial is a one-sided 3D face carved into wood. I decided to skip it and move directly onto double sided 3D objects. This is where difficulties show up, without the presets in the MeshCAM V6 Nomad edition, I do not have the knowledge required to calculate proper toolpath parameters. Basically how fast the cutter moves, which is related to how hard a material is, how much temperature the material can handle, how much the end mill will bend, and other factors.


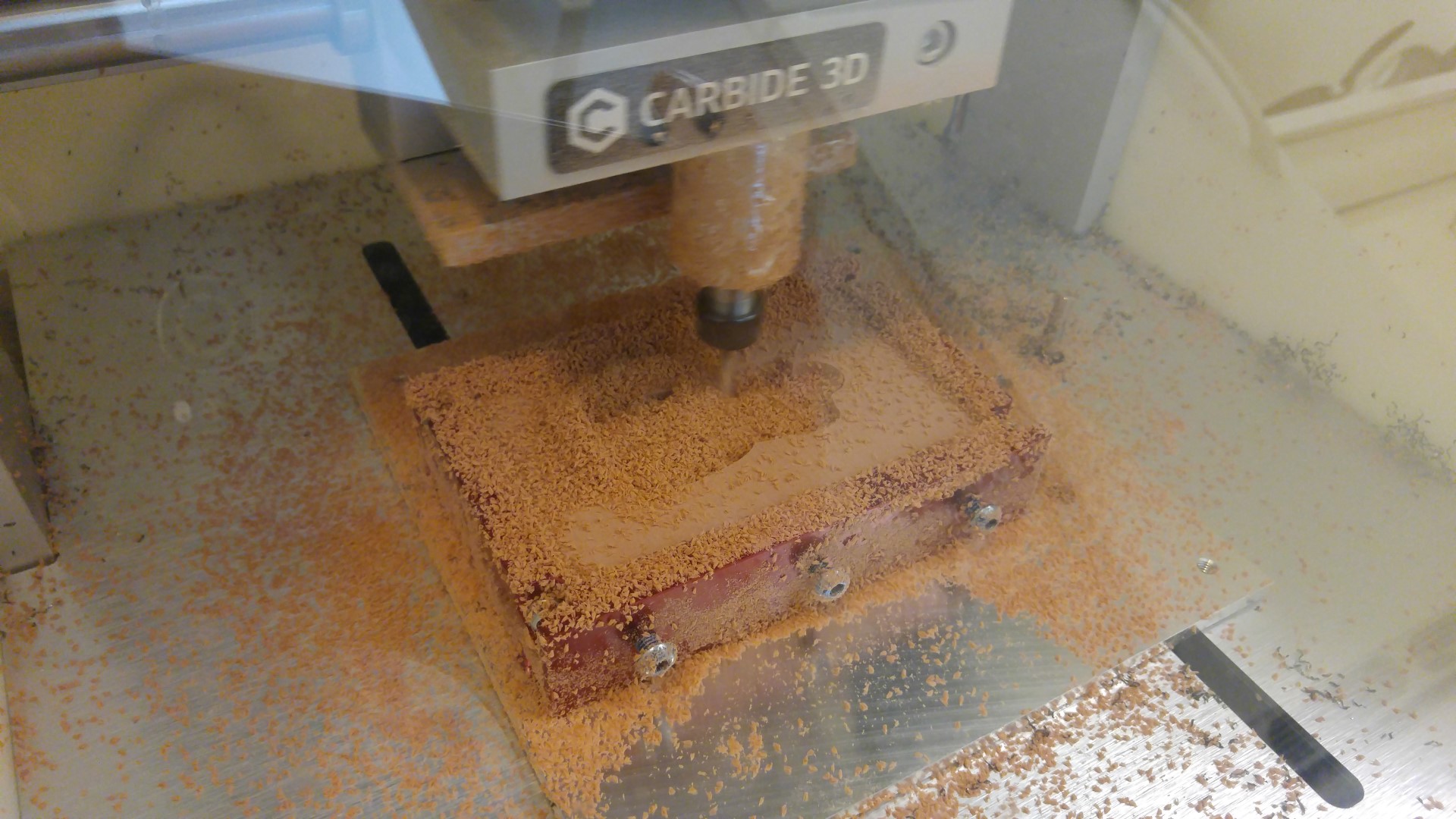

During the first pass, I made a mistake, I didn’t stick out the cutter far enough, and I had to halt the machine when the collet was about to hit the wood. But it did give me a chance to take a picture of a “half way done” project. The second attempt succeeded with no hiccups at all.
After this little test, it is obvious that a good sized shop-vac is a must have.
The next challenge is to push the machine to its advertised limits, well not completely yet, but I cut some 6061 aluminum without coolant/lubricant. The first cut was made at 7500 RPM, 12 inch/min feed, 6 inch/min plunge, 1/8″ dia 2 flute AlTiN coated carbide end mill, and the cut failed because the motor stalled. The second attempt was done at the same settings except 1.5 inch/min plunge, and the cut completed but with a rough surface finish. The third try was made at 9500 RPM, 10 inch/min feed, 1 inch/min plunge, uncoated carbide end mill, and the cut was actually acceptable, with only minor surface defects possibly caused by bad chip evacuation, and two nicks where the plunges happen. I am going to blame software here, it would be better if the CAM tool path does plunges away from the surface, MeshCAM even refused to do a roughing pass around the outline of my cut.
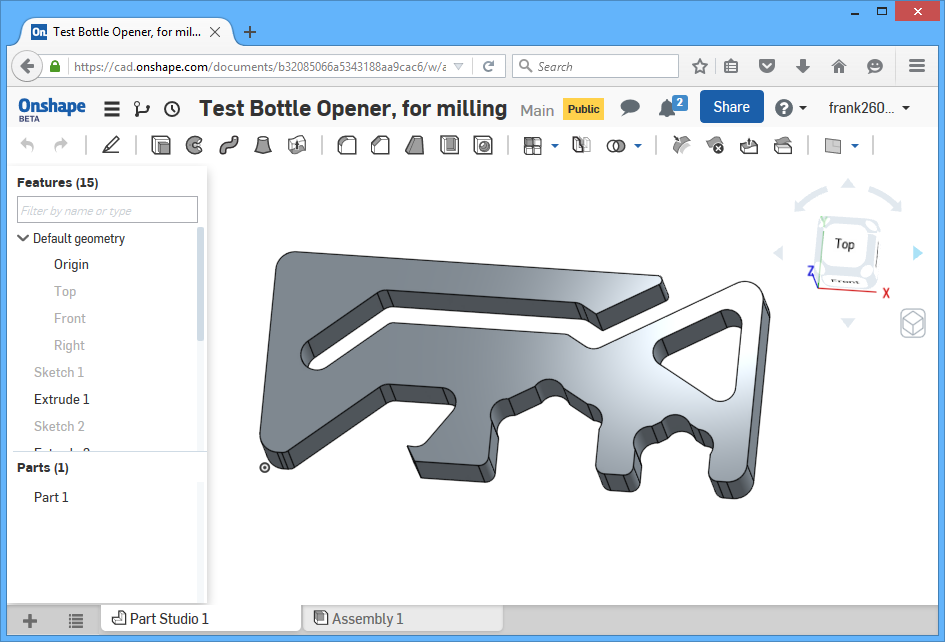
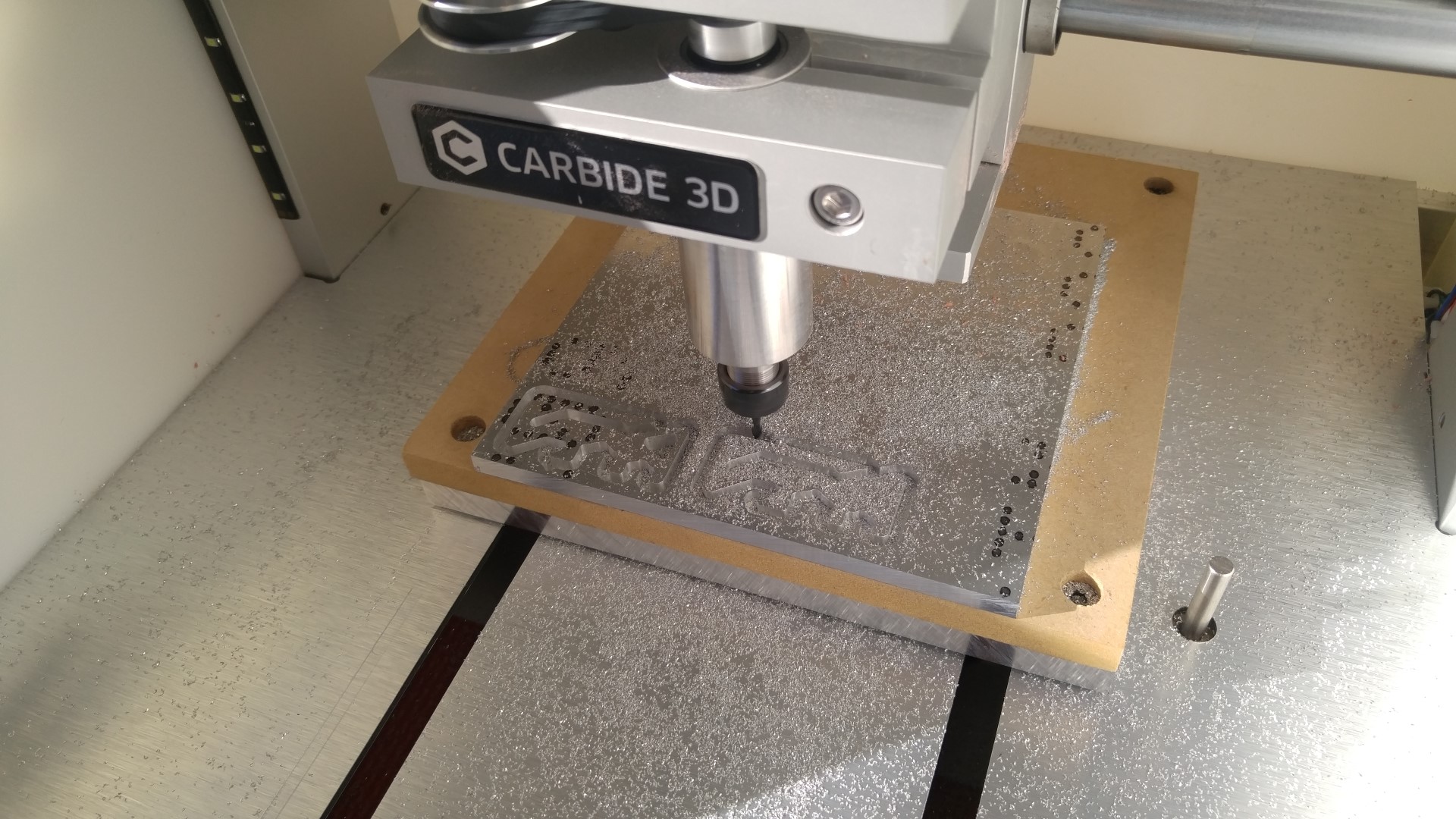
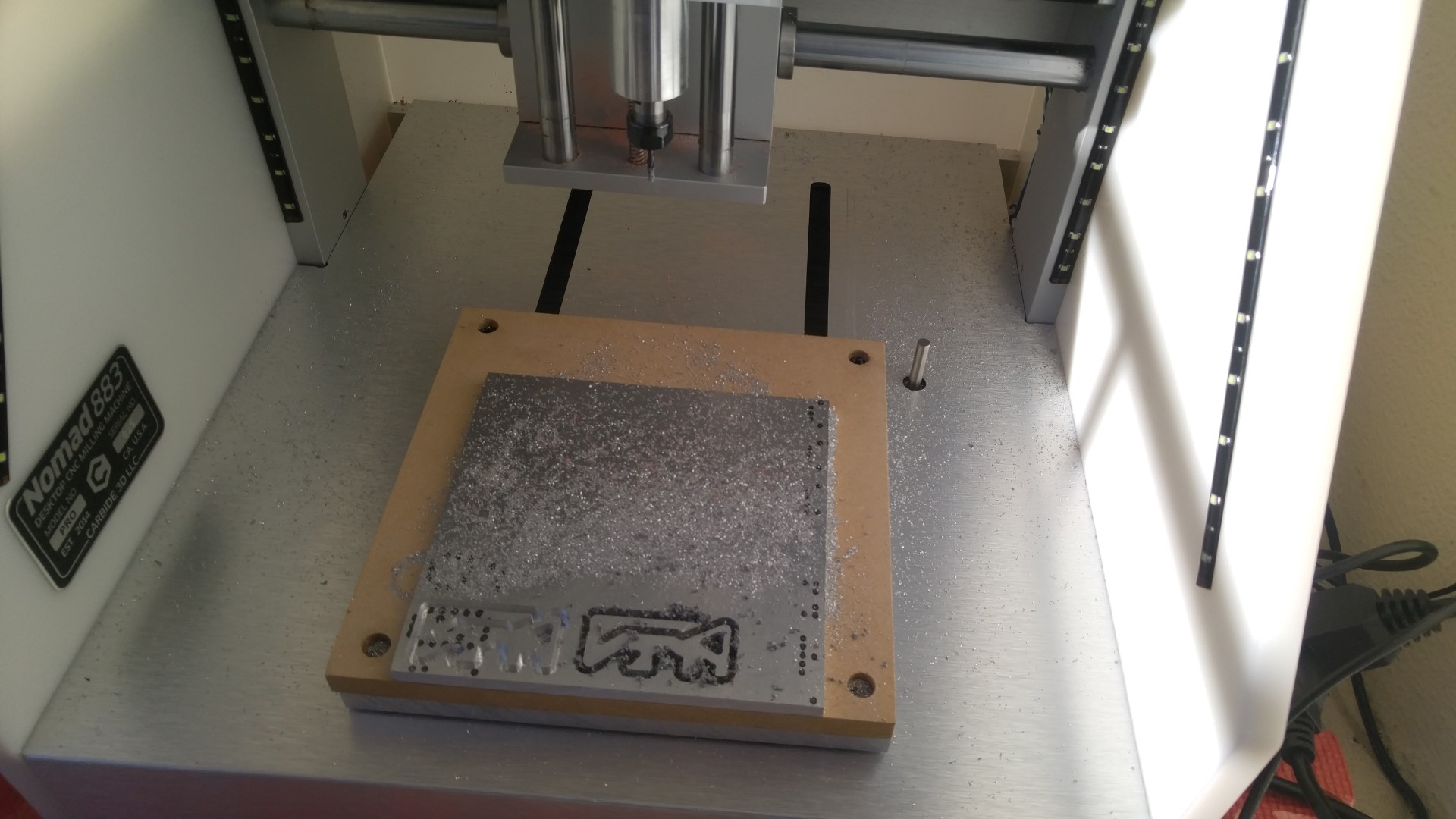


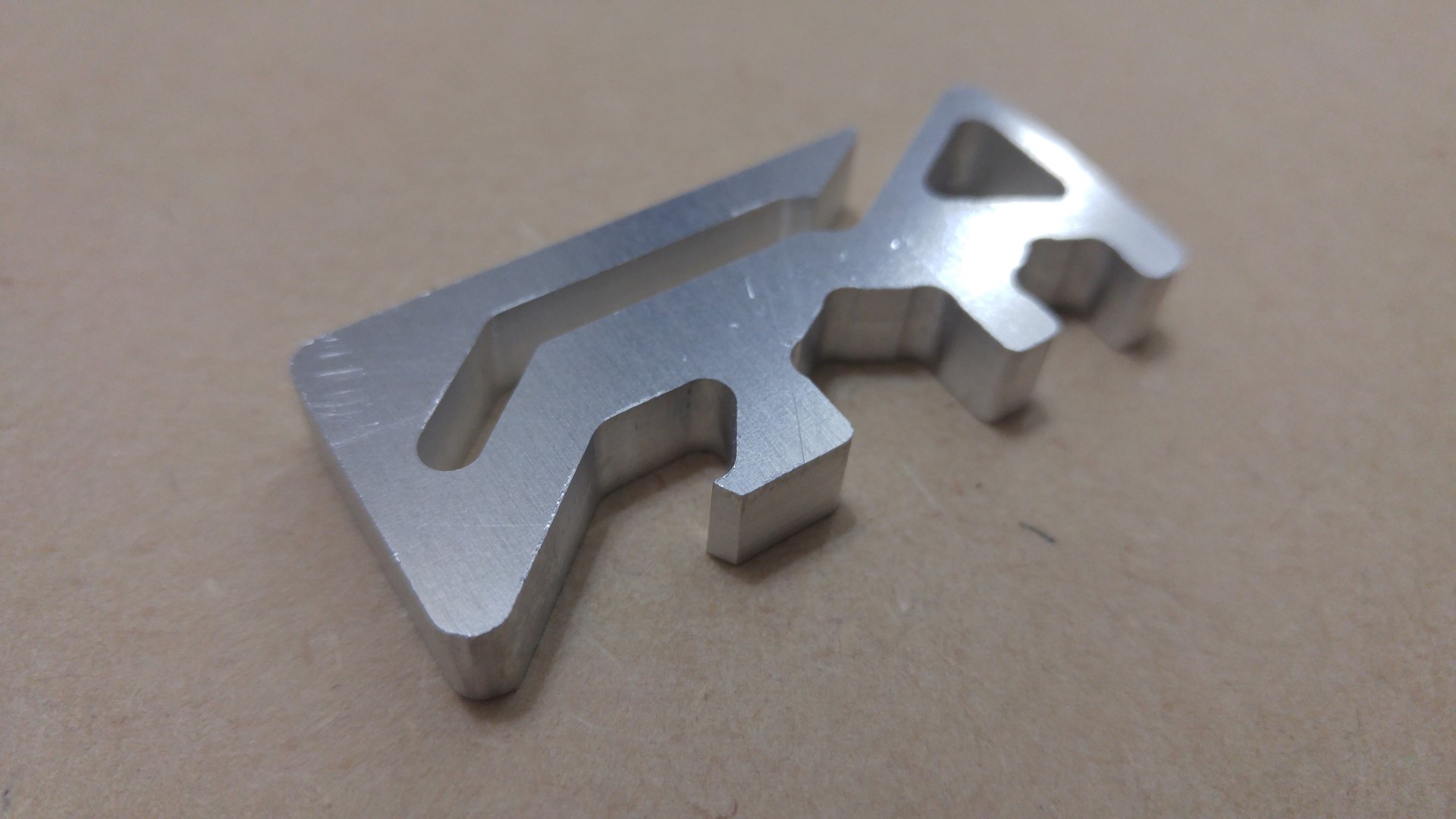

The CAD model of this bottle opener is hosted on Onshape. It is a “copy by eyeball” of this bottle opener by Winston Moy.
Final Thoughts
Definitely enough for what I intended on using it for. It’s kind of limited by the software, unless you pay some extra money for a more advanced CAM software. You’ll probably end up with only a handful of different end mills and drill mills at the end of the day, not the hundreds that most machinists probably have.
Circuitry
The circuit is actually two custom PCBs, in the back of the machine. The rear panel comes off with many screws, but all the panels come off extremely easily and the machine’s frame stays together even with all the panels removed. The electronics are inside a metal case that surrounds and protects from debris.
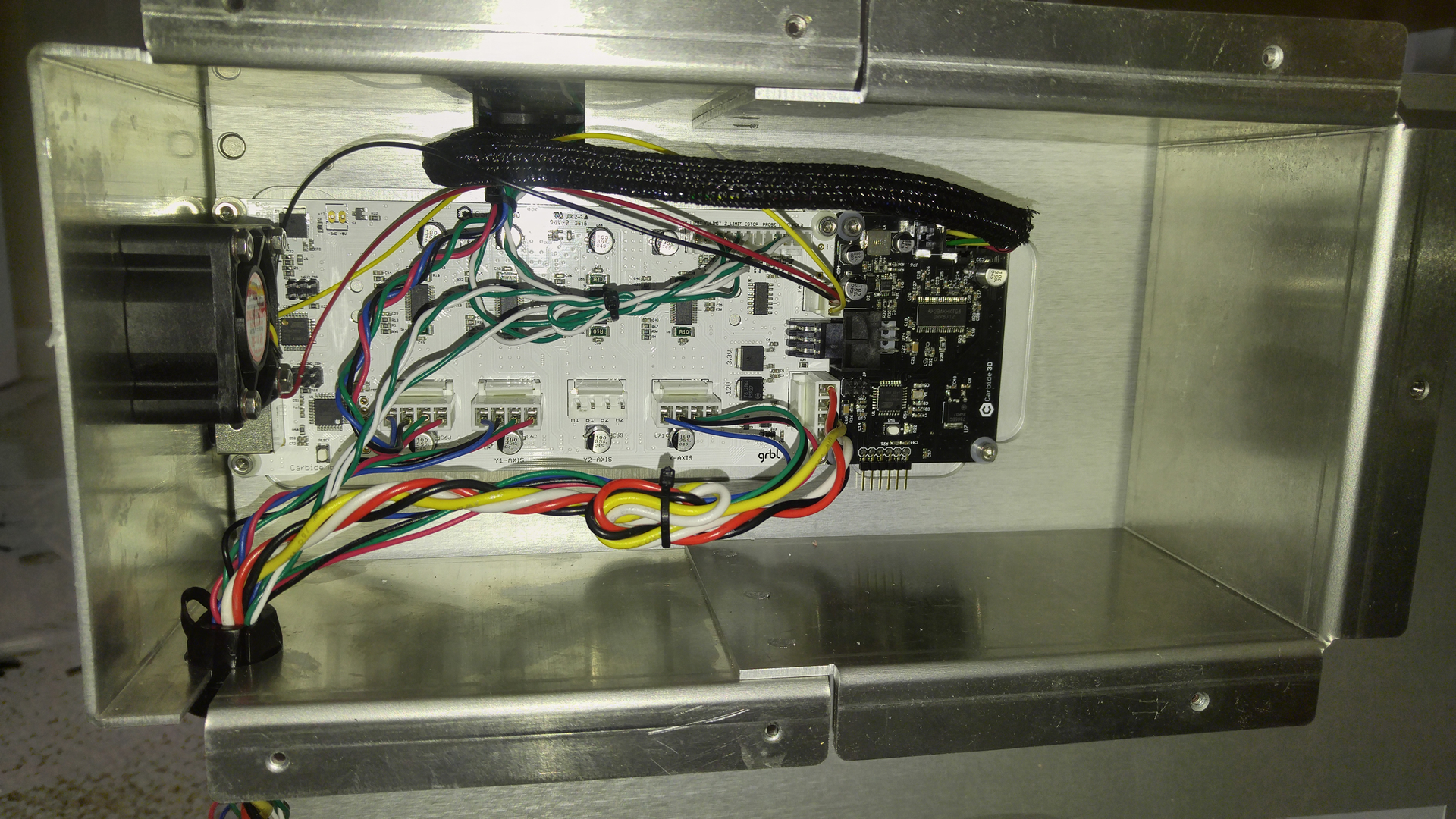

The main board is a custom Grbl board. The motor drivers are DRV8811. The main MCU is a ATmega328P, and the USB serial bridge is a ATmega16U2. This seems like a typical circuit copied from Arduino design. Two ISP headers can be seen. The second board is a custom BLDC motor driver board. It has a DRV8312 driving the motors and another ATmega328P as the MCU.
All programming headers are accessible, all wires are colour coded and using key’ed connectors. This makes the machine extremely easy to repair if the electronics fails.
I only have a few complaints here: The power connector isn’t a locking one like on the Ultimaker2, trip on the cable and the machine will disconnect. The board doesn’t run code from a SD card (I’m complaining because Carbide Motion crashed during a long cut today).
Note: there’s a stepper driver that is unused.
Useful Pages
- Carbide 3D Flip Frame for 2 sided machining
- Nomad Made: Custom Titanium Multi Tool
- Knife Handle Project Overview and files
- Great results milling PCBs from Eagle with the Nomad
- pcb-gcode is used, found here
- FlatCAM, free and open source PCB CAM
- Using MeshCAM for Cutting 2D Parts
- LinuxCNC G-Code Quick Reference
- G-Code and M-Code Reference for Milling
Hi, I’m from Singapore, would like to check if it’s manageable to cut 3D objects. Also, could you compare this with the Carvey? I’m torn between these two.
Of course it cuts 3D objects, that’s the first example cut I showed on the page.
Carvey is a bigger machine. I am not sure if it uses belts or lead screws. The collet is directly mounted to the motor. The software is only for 2.5D (not 3D).
Plus, I’ve seen Nomad at Maker Faire and talked with Carbide3D about it, but I have never seen Carvey in real life. I do know that they send free X-Carve machines to famous Youtubers for free, but they didn’t give one to the channel “AvE” which makes me question their motives.
Carbide Motion has both a console and a log, tap M for the first, L for the latter. More information on it at the Shapeoko wiki: http://www.shapeoko.com/wiki/index.php/Carbide_Motion_Machine_Control_Software
It’s in reality a nice and helpful piece of information. I’m glad
that you simply shared this helpful info with us.
Please stay us informed like this. Thanks for sharing.
Hi,
Thanks a lot for your post. I was wondering how Nomad 883 Pro can finely handle the cut. I’ll definitely go for it if it can cut the Lid of INTEL NUC 5th/6th generation. Do you have any idea whether Nomad 883 Pro can produce it. The mechanical drawing (pdf) is in the link below http://www.intel.com/content/www/us/en/nuc/nuc-replaceable-lid-mechanical-drawing.html
There are drawing files for 3d printing in the link below.
http://www.intel.com/content/www/us/en/nuc/nuc-replaceable-lid-dxf-step.html
I would be grateful if you could give me a hint whether Nomad 883 Pro is good enough to cut acrylic/wooden/aluminium material to make the lid.
Those tabs will be impossible to cut with the end mills that are typically used with a hobby machine like the Nomad. I’m not even sure if the MeshCAM software supports that sort of cut.
The other option is to just buy a Nomad, and mill a modified version of the plate with the tabs except you model the tabs as straight pieces without the curves. Then you can either glue the finished plate to the NUC or you can somehow glue on some curves pieces for the tabs.
Thank you for the response.
Have you tried cutting steel yet? Or know of anyone who has? Great site btw. Thanks for sharing your experience.
I highly doubt that this machine can cut steel, the spindle motor just doesn’t have enough horsepower.
I don’t think any hobby class CNC mill can cut steel.
http://www.shapeoko.com/wiki/index.php/Materials#Steel
http://community.carbide3d.com/t/nomad-made-custom-titanium-multi-tool/642
I definitely understand this machine isn’t meant for cutting steel, however you were able to make a tool out of titanium. So I thought that would be a similar level of difficulty, and requires very shallow passes at a very slow speed. But maybe since titanium is a non-ferrous metal, it has different properties than steel. Thanks for your input.
How much horsepower do you think the spindle needs to realistically cut steel? Thanks
Hi Frank,
did you identify the 6 pins between the two boards ? So far I’ve identified the ground, 24V and pwm signal (for spindle speed), but not the other three pins.
Thanks
Dan
Ive purchased one this spring.
I wanted to get advice on g code editing if needed.
I want the spindle to ramp over and 90 degree drop into a cavity where a design is to be carved
I get the problem that the mill moves over diagonally then breaks the bit.
I am trying to get the exact positioning to where the bit is to start its work.
not jog over then start.
any ideas?